
PET Granulating መስመር




ኢንፍራሬድ ክሪስታላይዜሽን ማድረቂያ ለ rPET Extrusion granulating መስመር
የኢንፍራሬድ የ rPET ጠርሙስ ፍሌክስ ቅድመ-ማድረቅ፡ ውፅዓት መጨመር እና በPET Extruders ላይ ጥራትን ማሻሻል

ማድረቅ በሂደቱ ውስጥ ብቸኛው በጣም አስፈላጊ ተለዋዋጭ ነው።.
>>በኢንፍራሬድ ብርሃን የተጎላበተ ቴክኖሎጂን በመጠቀም እንደገና ጥቅም ላይ የዋሉ የምግብ ደረጃ ፒኢትን ማምረት እና አካላዊ ባህሪያትን ማሻሻል በውስጣዊ viscosity (IV) ንብረት ውስጥ ወሳኝ ሚና ይጫወታል።
>>ቅድመ ክሪስታላይዜሽን እና ከመውጣቱ በፊት ፍንጣሪዎችን ማድረቅ የ IV ን ከPET መጥፋትን ለመቀነስ ይረዳል ፣ይህም ረዚኑን እንደገና ለመጠቀም አስፈላጊ ነው።
>>በኤክትሮውተሩ ውስጥ ያሉትን ፍላኮች እንደገና ማቀነባበር በሃይድሮሊሲስ i የውሃ መገኘት ምክንያት IVን ይቀንሳል እና ለዚህም ነው በአይአርዲ ሲስተማችን ወደ ተመሳሳይነት ባለው የማድረቅ ደረጃ ቅድመ-ማድረቅ ይህንን ቅነሳ ሊገድበው የሚችለው። በተጨማሪም እ.ኤ.አ.የማድረቅ ጊዜ ስለሚቀንስ የ PET መቅለጥ ቁርጥራጮች ወደ ቢጫ አይቀየሩም።(የማድረቅ ጊዜ ከ15-20 ደቂቃ ብቻ ነው የሚያስፈልገው፣ የመጨረሻው እርጥበት ≤ 30 ፒፒኤም ሊሆን ይችላል፣ የኃይል ፍጆታ ከ 80W/KG/H ያነሰ)
>>ቅድመ-ሙቀት ያለው ንጥረ ነገር በቋሚ የሙቀት መጠን ወደ መውጫው ስለሚገባ በኤክትሮንደር ውስጥ መላጨት እንዲሁ ይቀንሳል።

>>የ PET Extruder ምርትን ማሻሻል
የጅምላ መጠጋጋት ከ10 እስከ 20 በመቶ መጨመር በ IRD ውስጥ ሊገኝ ይችላል፣ በኤክሰትሮደር መግቢያ ላይ ያለውን የምግብ አፈጻጸም በእጅጉ ያሻሽላል - የኤክስትሮውተሩ ፍጥነት ሳይለወጥ ሲቀር፣ በመጠምዘዣው ላይ በከፍተኛ ሁኔታ የተሻሻለ የመሙላት አፈፃፀም አለ።

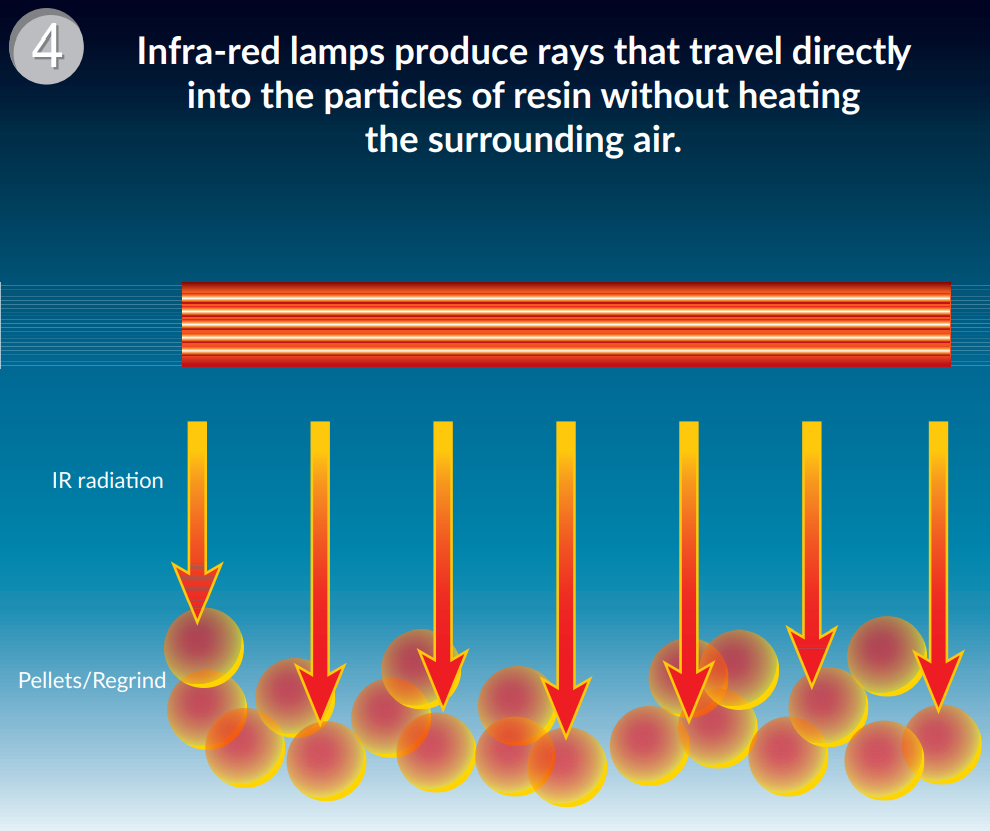
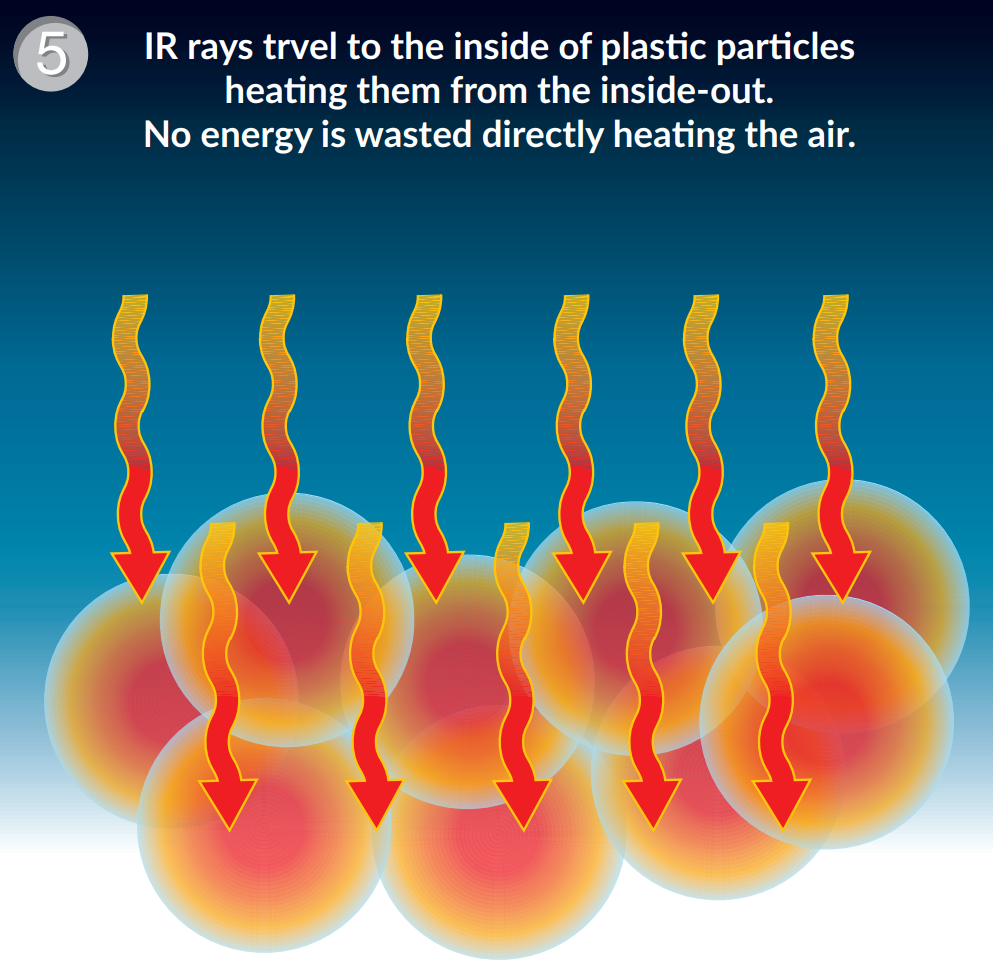
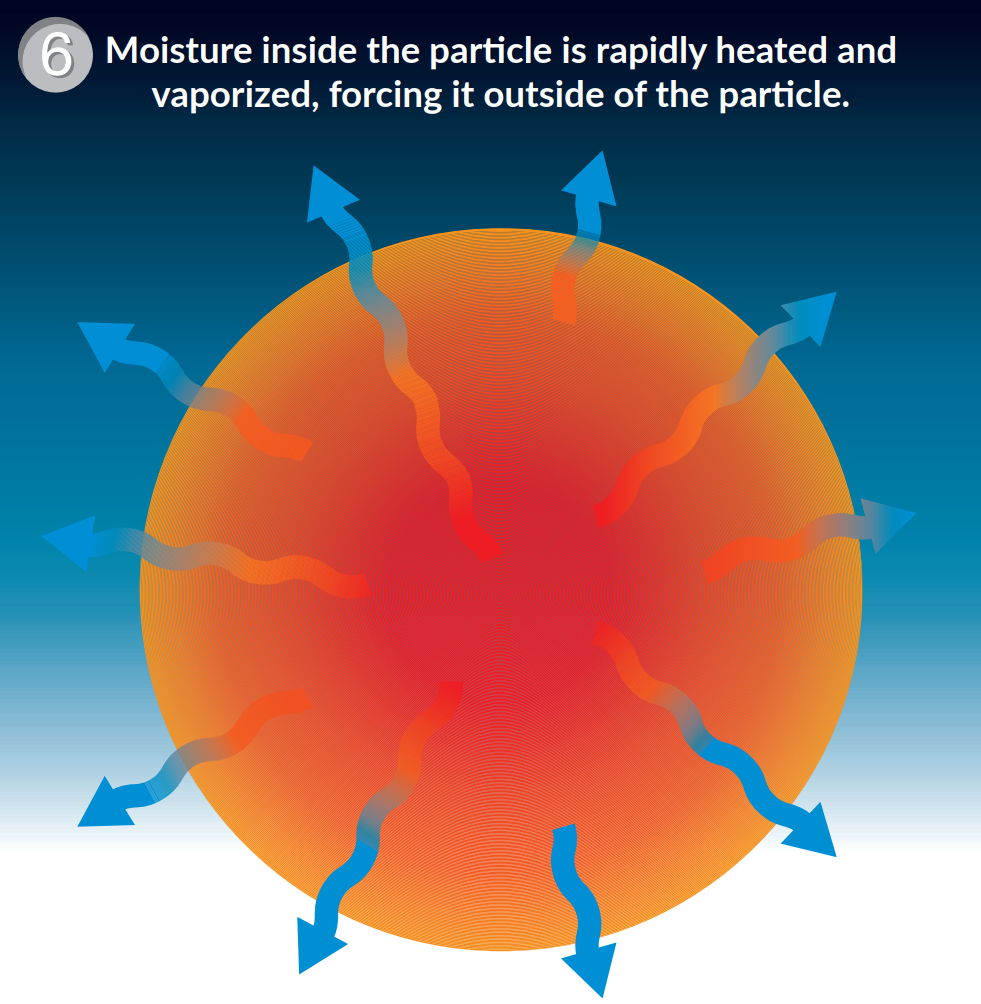
የሥራ መርህ
የምናደርገው ጥቅም
※የ viscosity የሃይድሮሊክ መበስበስን መገደብ።
※ ከምግብ ጋር ግንኙነት ላላቸው ቁሳቁሶች የ AA ደረጃ መጨመርን ይከላከሉ።
※ የምርት መስመሩን አቅም እስከ 50% ማሳደግ.
※ ማሻሻል እና የምርቱን ጥራት የተረጋጋ ማድረግ - የእቃው እኩል እና ሊደገም የሚችል የግቤት እርጥበት ይዘት
→ የ PET እንክብሎችን የማምረት ወጪን ይቀንሱ፡ ከመደበኛው የማድረቅ ስርዓት እስከ 60% ያነሰ የኃይል ፍጆታ
→ ፈጣን ጅምር እና በፍጥነት ይዘጋል --- ቅድመ-ሙቀት አያስፈልግም
→ ማድረቅ እና ክሪስታላይዜሽን በአንድ ደረጃ ይከናወናል
→ የማሽኑ መስመሩ በሲመንስ ኃ.የተ.የግ.ማ ስርዓት የተገጠመለት አንድ ቁልፍ የማስታወስ ችሎታ ያለው ነው።
→ አነስተኛ ፣ ቀላል መዋቅር እና ለመስራት እና ለመጠገን ቀላል የሆነ ቦታን ይሸፍናል።
→ ገለልተኛ የሙቀት መጠን እና ማድረቂያ ጊዜ ተዘጋጅቷል
→ የተለያየ የጅምላ እፍጋቶች ያላቸው ምርቶች መለያየት የለም።
→ ቀላል ንፁህ እና ቁሳቁስ ይለውጡ
በደንበኞች ፋብሪካ ውስጥ የሚሠራ ማሽን




የሚጠየቁ ጥያቄዎች
ጥ፡ ሊያገኙት የሚችሉት የመጨረሻው እርጥበት ምንድን ነው? በጥሬ ዕቃው የመጀመሪያ እርጥበት ላይ ምንም ገደብ አልዎት?
መ: የመጨረሻውን እርጥበት ≤30ppm ልናገኝ እንችላለን (ለምሳሌ PET ን እንደ ምሳሌ ውሰድ)። የመጀመርያው እርጥበት 6000-15000 ፒፒኤም ሊሆን ይችላል.
ጥ፡- ለPET Extrusion granulating line ባለ ሁለት ትይዩ screw extruding በቫኩም ጋዝ እንጠቀማለን አሁንም ቅድመ ማድረቂያ መጠቀም አለብን?
መ: ከመውጣቱ በፊት ቅድመ-ማድረቂያውን እንዲጠቀሙ እንመክራለን. ብዙውን ጊዜ እንዲህ ዓይነቱ ሥርዓት በ PET ቁሳቁስ የመጀመሪያ እርጥበት ላይ ጥብቅ መስፈርት አለው. እንደምናውቀው ፒኢቲ ከከባቢ አየር የሚገኘውን እርጥበት የሚስብ ቁሳቁስ ሲሆን ይህም የኤክስትራክሽን መስመር መጥፎ ስራን ያስከትላል። ስለዚህ ከማድረቂያ ስርዓትዎ በፊት ቅድመ ማድረቂያን እንዲጠቀሙ እንመክራለን-
>> የ viscosity የሃይድሮሊክ መበላሸትን መገደብ
>>ከምግብ ጋር ግንኙነት ላላቸው ቁሳቁሶች የ AA ደረጃ መጨመርን ይከላከሉ።
>>የማምረቻ መስመሩን አቅም እስከ 50% ማሳደግ
>> አሻሽል እና የምርቱን ጥራት የተረጋጋ ማድረግ - የእቃው እኩል እና ሊደገም የሚችል የግቤት እርጥበት ይዘት
ጥ፡ የእርስዎ IRD የማድረሻ ጊዜ ስንት ነው?
መ: ተቀማጭ ገንዘብዎን በኩባንያችን መለያ ውስጥ ካገኘን 40 የስራ ቀናት።
ጥ፡ ስለ የእርስዎ አይአርዲ ጭነትስ?
ልምድ ያለው መሐንዲስ የ IRD ስርዓትን በፋብሪካዎ ውስጥ እንዲጭንልዎ ይረዳል። ወይም የመመሪያ አገልግሎትን በመስመር ላይ ማቅረብ እንችላለን። አጠቃላይ ማሽኑ የአቪዬሽን መሰኪያን ይቀበላል ፣ ለግንኙነት ቀላል።
ጥ፡ IRD ምን ሊተገበር ይችላል?
መ: ለ ቅድመ-ማድረቂያ ሊሆን ይችላል
- PET/PLA/TPE Sheet extrusion ማሽን መስመር
- PET Bale ማንጠልጠያ ማሽን መስመር
- PET masterbatch ክሪስታላይዜሽን እና ማድረቅ
- PETG ሉህ extrusion መስመር
- PET monofilament ማሽን፣ PET monofilament extrusion line፣PET monofilament for broom
- PLA / PET ፊልም ማምረቻ ማሽን
- PBT፣ ABS/PC፣ HDPE፣ LCP፣ PC፣ PP፣ PVB፣ WPC፣ TPE፣ TPU፣ PET (የጠርሙስ ቅንጣቶች፣ ጥራጥሬዎች፣ ፍሌክስ)፣ PET masterbatch፣ CO-PET፣ PBT፣ PEEK፣ PLA፣PBAT፣ PPS ወዘተ
- የሙቀት ሂደቶች ለየእረፍት oligomeren እና ተለዋዋጭ ክፍሎችን ማስወገድ.







