
PET qranulyasiya xətti




rPET Extrusion qranulyasiya xətti üçün İnfraqırmızı Kristallaşma Quruducusu
rPET şüşə lopalarının infraqırmızı əvvəlcədən qurudulması: PET ekstruderlərində məhsuldarlığın artırılması və keyfiyyətin yaxşılaşdırılması

Qurutma emalda yeganə ən vacib dəyişəndir.
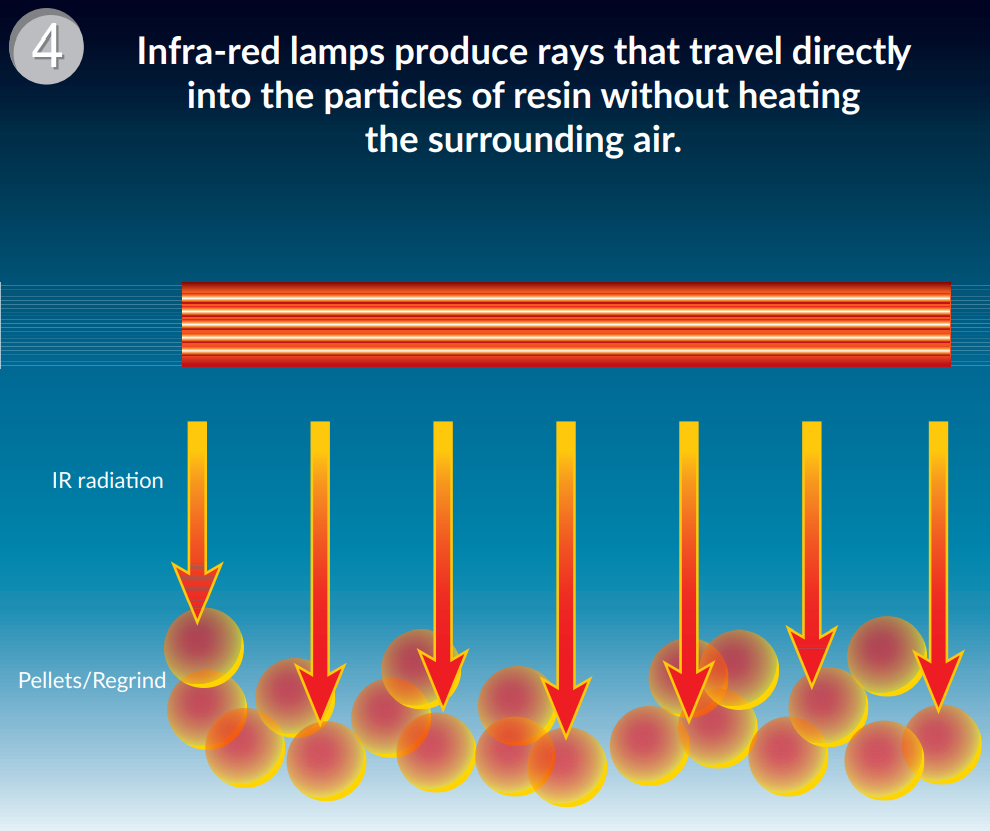
>>İnfraqırmızı işıqla işləyən texnologiya vasitəsilə təkrar emal edilmiş, qida dərəcəli PET-in istehsalını və fiziki xassələrini təkmilləşdirmək daxili özlülük (IV) xüsusiyyətində mühüm rol oynayır.
>>Ekstruziyadan əvvəl lopaların əvvəlcədən kristallaşması və qurudulması PET-dən IV itkisini minimuma endirməyə kömək edir, bu qatranın təkrar istifadəsi üçün kritik amildir.
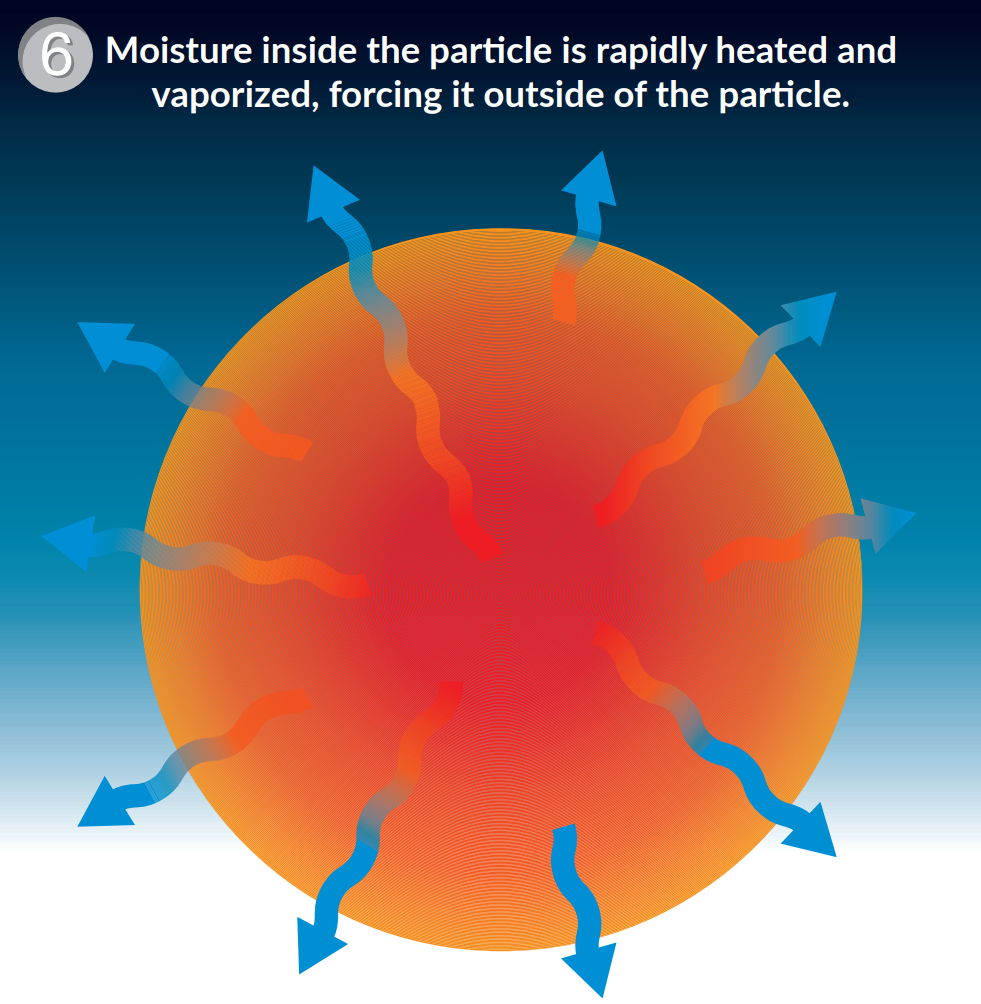
>>Ekstruderdə lopaların təkrar emal edilməsi hidroliz nəticəsində IV-i azaldır i suyun olması və buna görə də bizim IRD Sistemimizlə homojen qurutma səviyyəsinə qədər əvvəlcədən qurutma bu azalmanı məhdudlaşdıra bilər. Bundan əlavə,PET ərimə zolaqları saralmır, çünki qurutma müddəti azalır(Qurutma müddəti yalnız 15-20 dəqiqə tələb edir, son nəmlik ≤ 30ppm, enerji sərfi 80W/KG/saatdan az ola bilər)
>>Ekstruderdə kəsilmə də bununla da azalır, çünki əvvəlcədən qızdırılan material sabit temperaturda ekstruderə daxil olur”

>>PET Extruder məhsulunun təkmilləşdirilməsi
IRD-də kütlə sıxlığının 10-20% artmasına nail olmaq olar, ekstruderin girişində qidalanma performansını əhəmiyyətli dərəcədə yaxşılaşdırır – ekstruderin sürəti dəyişməz qaldığı halda, vintdə əhəmiyyətli dərəcədə təkmilləşdirilmiş doldurma performansı var.

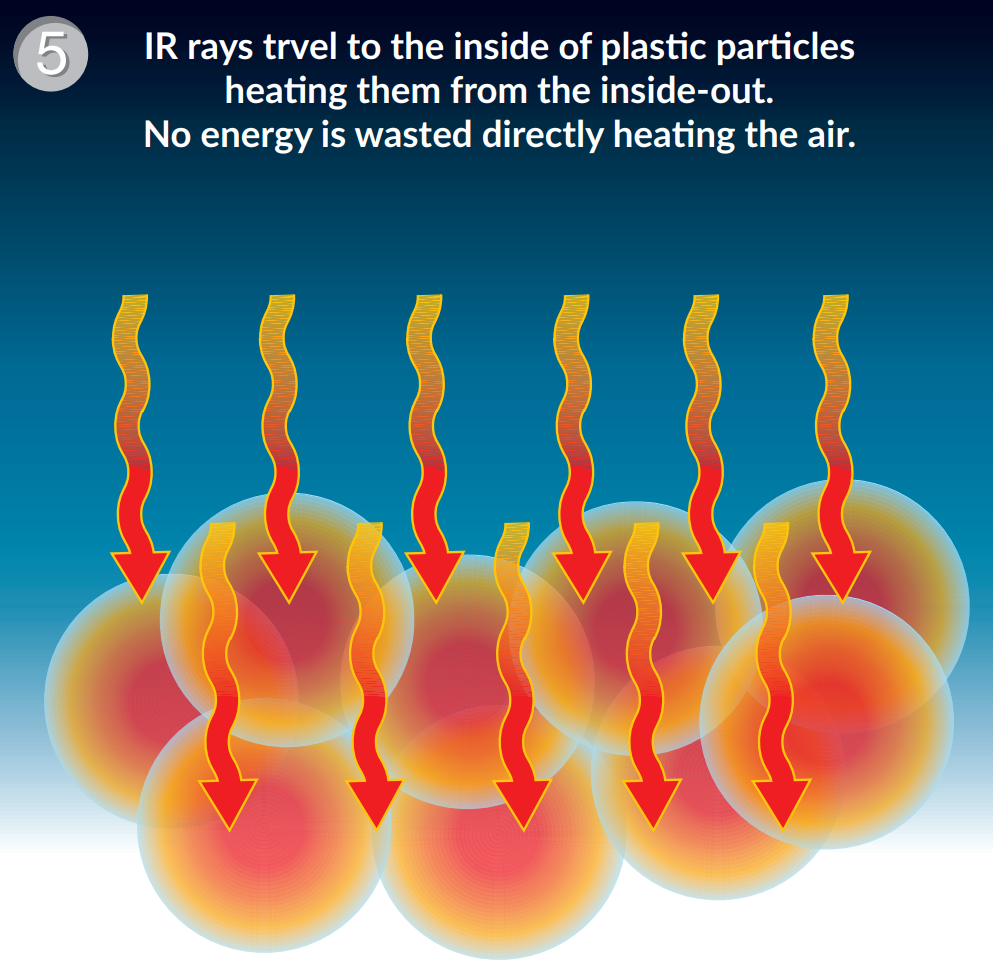
İş prinsipi
Qazandığımız Üstünlük
※Özlülüyün hidrolitik deqradasiyasını məhdudlaşdırmaq.
※ Qida ilə təmasda olan materiallar üçün artan AA səviyyələrinin qarşısını alın
※ İstehsal xəttinin gücünün 50%-ə qədər artırılması
※ Məhsulun keyfiyyətinin yaxşılaşdırılması və sabit olması -- Materialın bərabər və təkrarlana bilən giriş rütubəti
→ PET qranulların istehsal xərclərini azaldın: Adi qurutma sisteminə nisbətən 60%-ə qədər az enerji sərfiyyatı
→ Ani işə salma və daha tez sönmə --- Əvvəlcədən isitməyə ehtiyac yoxdur
→ Qurutma və kristallaşma bir mərhələdə emal olunacaq
→ Maşın xətti bir əsas yaddaş funksiyası olan Siemens PLC sistemi ilə təchiz edilmişdir
→ Kiçik, sadə strukturlu və istismarı və texniki xidməti asan olan ərazini əhatə edir
→ Müstəqil temperatur və qurutma vaxtı təyin edilir
→ Müxtəlif həcmli sıxlıqlara malik məhsulların ayrılması
→ Asanlıqla təmizləyin və materialı dəyişdirin
Müştərilərin zavodunda işləyən maşın




Tez-tez verilən suallar
S: Əldə edə biləcəyiniz son nəmlik nədir? Xammalın ilkin nəmliyi ilə bağlı hər hansı məhdudiyyətiniz varmı?
A: ≤30ppm əldə edə biləcəyimiz son nəmlik (Nümunə olaraq PET götürün). İlkin nəmlik 6000-15000ppm ola bilər.
S: PET Ekstruziya qranulyasiya xətti üçün vakuum deqazasiya sistemi ilə ikiqat paralel vintli ekstruding istifadə edirik, hələ də əvvəlcədən quruducudan istifadə etməliyikmi?
Cavab: Ekstruziyadan əvvəl Pre-qurutucudan istifadə etməyi təklif edirik. Adətən belə bir sistemdə PET materialının ilkin nəmliyinə ciddi tələblər qoyulur. Bildiyimiz kimi PET, atmosferdən nəm çəkə bilən və ekstruziya xəttinin pis işləməsinə səbəb olan bir növ materialdır. Beləliklə, ekstruziya sisteminizdən əvvəl əvvəlcədən quruducudan istifadə etməyi təklif edirik:
>>Özlülüyün hidrolitik deqradasiyasını məhdudlaşdırmaq
>>Qida ilə təmasda olan materiallar üçün artan AA səviyyələrinin qarşısını alın
>>İstehsal xəttinin gücünün 50%-ə qədər artırılması
>>Məhsulun keyfiyyətinin yaxşılaşdırılması və sabit olması -- Materialın bərabər və təkrarlana bilən giriş rütubəti
S: IRD-nin çatdırılma müddəti nə qədərdir?
A: Depozitinizi şirkət hesabımıza aldıqdan sonra 40 iş günüdür.
S: IRD-nin quraşdırılması necədir?
Təcrübəli mühəndis sizin üçün fabrikinizdə IRD sisteminin quraşdırılmasına kömək edə bilər. Və ya onlayn bələdçi xidməti təqdim edə bilərik. Bütün maşın aviasiya fişini qəbul edir, əlaqə üçün daha asandır.
S: IRD nə üçün müraciət edilə bilər?
A: Əvvəlcədən quruducu ola bilər
- PET/PLA/TPE Sheet ekstruziya maşın xətti
- PET Bale qayışı hazırlayan maşın xətti
- PET masterbatch kristallaşması və qurudulması
- PETG Sheet ekstruziya xətti
- PET monofilament maşını, PET monofilament ekstruziya xətti, süpürgə üçün PET monofilament
- PLA / PET Film hazırlama maşını
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (Butulkalar, qranullar, lopa), PET masterbatch, CO-PET, PBT, PEEK, PLA, PBAT, PPS və s.
- üçün istilik prosesləriistirahət oliqomeren və uçucu komponentlərin çıxarılması.
Reallaşdırılmış Məhsullar
-

Plastik Nəmləndirici Nəmləndirici
-

İnfraqırmızı kristal quruducu PET Qranulyasiya
-

PET Preformların hazırlanması üçün İnfraqırmızı Kristallaşma Quruducusu
-

PETG quruducu
-

PLA Kristalizator qurutma maşını
-

PLA PET thermoforming Sheet ekstruziya xətti
-

Plastik PET Kəmər İstehsal Xətti
-

Plastik qatran qurutma maşını