
Filma kompaktiga granula linio







Unupaŝa teknologio por PP-bafto, teksita kaj PE/PP-filma rubo
La filmrecikla granulilo desegnita de LIANDA MACHINERY adoptas la produktadreĝimon de dispremado, varmfandita eltrudado, peletigado kaj sekigado, kiu solvas la problemon:
■ La risko de mana nutrado
■ La kapacito de deviga nutrado estas malgranda
■ La mana konsumo de la dividita operacio de dispremado kaj eltrudado estas granda
■ La partikla grandeco de la fadenoj ne estas uniforma, kaj la fadenoj facile rompiĝas
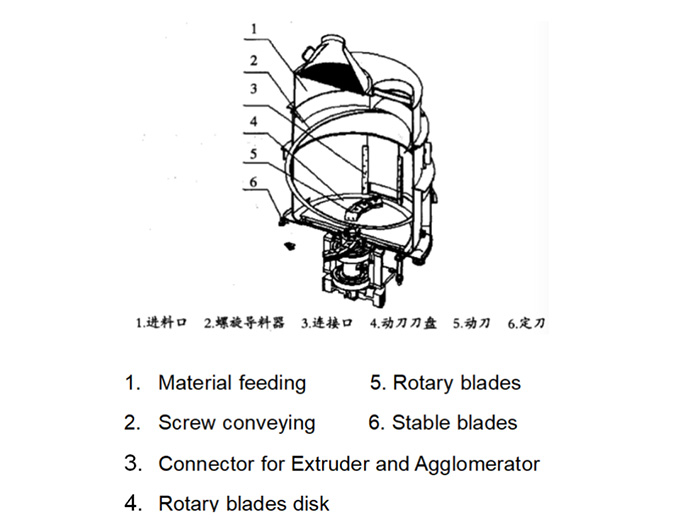
La ekipaĵo por filmgranulado uzas la metodon de kompaktigo kaj dispremado. Post kiam la materialo estas enmetita en la kompaktigilon, ĝi estas dispremita de la malsupra tranĉkapo, kaj la frotado generita de la altrapida tranĉado de la tranĉkapo generas varmon, tiel ke la materialo varmiĝas kaj ŝrumpas por pliigi la densecon de la materialo kaj pliigi la enmetitan kvanton. Ĉi tiu procezmetodo multe helpas pliigi la produktokapaciton.


Maŝinaj Specifoj
| Maŝina Nomo | Filma kompaktiga granula linio |
| Fina Produkto | Plastaj Peletoj/granulo |
| Produktliniaj Komponantoj | Transportbendo, tranĉilo-kompaktiga barelo, eltrudilo, peletiga unuo, akvomalvarmiga unuo, sekiga unuo, silotanko |
| Aplika Materialo | HDPE, LDPE, LLDPE, PP, BOPP, CPP, OPP, PA, komputilo, PS, PU, EPS |
| Manĝigo | Transportbendo (Norma), Nip-rula nutrilo (Laŭvola) |
| Ŝraŭba diametro | 65-180mm |
| Ŝraŭbo L/D | 30/1; 32/1; 34/1; 36/1 |
| Elira gamo | 100-1200 kg/h |
| Ŝraŭba materialo | 38CrMoAlA |
| Sengasigado | Unuopa aŭ duobla ventolita sengasigado, Neventita por nepresita filmo (personigita) Du-ŝtupa tipo (patrino-beba eltrudilo) por eĉ pli bona sengasigado |
| Tranĉa tipo | Akva ringo-ŝpructranĉado aŭ fadenŝpructranĉado |
| Ekranŝanĝilo | Duobla laborpozicio hidraŭlika ekranŝanĝilo senhalte aŭ personigita |
| Malvarmiga tipo | Akvomalvarmigita |
Maŝinaj Detaloj Montritaj

>> Filma kompaktigilo/Aglomerilo tranĉos filmon kaj kompaktigos la filmon per alt-rapida frotado
>> La filmkompaktigo/aglomerilo estas desegnita kun observfenestro por faciligi al klientoj malfermi, purigi kaj ŝanĝi la klingojn
>> Post kiam la materialo eniras la kompaktigilon, ĝi estas dispremita kaj kompaktigita, kaj la altrapida rotacianta kompaktigilo ĵetas la materialon en la unu-ŝraŭban eltrudilon laŭ la fluvojo. Pli alta temperaturo povas esti kreita en la kompaktigilo, kompaktigante la plaston en la buletojn kaj


>>Akvo-ringa peletigilo, peletiga rapido estas kontrolata per invertilo, inkluzive de varma tranĉilo, deviiga konuso, akvo-ringa kovrilo, tranĉiltenilo, tranĉildisko, tranĉilstango ktp.
>> Senhalta hidraŭlika ekranŝanĝilo, estas premsensilo sur la premkapo por instigi ekranŝanĝon, ne necesas halti por ekranŝanĝo, kaj rapida ekranŝanĝo
>> La buletoj estos tranĉitaj rekte sur la akvo-ringa ĵetkubkapo, kaj buletoj estos provizitaj al la Vertikala senakviga maŝino post akvomalvarmiĝo, la problemo de fadenrompo ne okazos;

Kontrola Sistemo
■ Alimentado: La funkciado de la bendotransportilo dependas de la elektra kurento de la filmkompaktilo/aglomerilo. La bendotransportilo ĉesos transporti kiam la elektra kurento de la filmkompaktilo/aglomerilo superas la fiksitan valoron.
■ Temperaturo de la Filma Kompaktigilo/Aglomerilo: La temperaturo generita de la frotado de la materialo devas certigi, ke la materialo varmiĝas, krispiĝas, kuntiriĝas kaj eniras la eltrudilon glate, kaj havas certan influon sur la rotacia rapido de la kompaktiga motoro.
■ La rapido de la ŝraŭba eltrudilo povas esti alĝustigebla (laŭ la kvanto de la enigita materialo)
■ La rapido de peletigado povas esti alĝustigebla (laŭ la materiala eligo kaj grandeco)






