
Kalvon tiivistysrakeistuslinja







Yhden vaiheen teknologia PP-raffia-, kudotun- ja PE/PP-kalvon jätteelle
LIANDA MACHINERYn suunnittelema kalvonkierrätysgranulaattori käyttää murskaamisen, kuumasulatepuristamisen, pelletoinnin ja kuivaamisen tuotantotapaa, joka ratkaisee ongelman:
■ Manuaalisen ruokinnan riski
■ Pakkosyöttökapasiteetti on pieni
■ Murskaamisen ja ekstruusion jaetun toiminnan manuaalinen kulutus on suuri
■ Säikeiden hiukkaskoko ei ole tasainen, ja säikeet katkeavat helposti
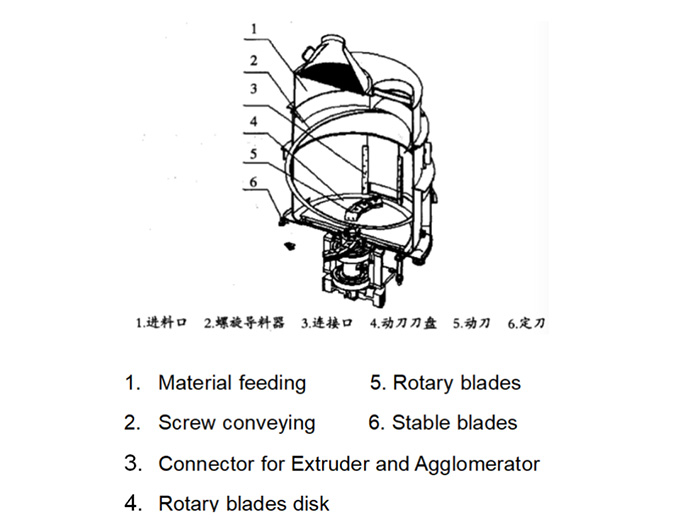
Kalvon rakeistuslaitteisto käyttää tiivistys- ja murskausmenetelmää. Kun materiaali on syötetty puristimeen, pohjaleikkuri murskaa sen, ja leikkuripään nopean leikkauksen aiheuttama kitka tuottaa lämpöä, jolloin materiaali kuumenee ja kutistuu, mikä lisää materiaalin tiheyttä ja syöttömäärää. Tämä prosessimenetelmä auttaa merkittävästi tuotantokapasiteetin lisäämisessä.


Koneen tekniset tiedot
| Koneen nimi | Kalvon tiivistysrakeistuslinja |
| Lopputuote | Muovipelletit/rakeet |
| Tuotantolinjan komponentit | Kuljetinhihna, leikkuripuristimen tynnyri, ekstruuderi, pelletointiyksikkö, vesijäähdytysyksikkö, kuivausyksikkö, siilosäiliö |
| Sovellusmateriaali | HDPE, LDPE, LLDPE, PP, BOPP, CPP, OPP, PA, PC, PS, PU, EPS |
| Ruokinta | Kuljetinhihna (vakio), nippirullasyötin (valinnainen) |
| Ruuvin halkaisija | 65–180 mm |
| Ruuvi L/D | 30/1; 32/1; 34/1; 36/1 |
| Lähtöalue | 100–1200 kg/h |
| Ruuvimateriaali | 38CrMoAlA |
| Kaasunpoisto | Yksi- tai kaksinkertaisesti tuuletettu kaasunpoisto, tuulettamaton painamattomalle kalvolle (räätälöity) Kaksivaiheinen (äiti-vauva-ekstruuderi) entistä paremman kaasunpoiston takaamiseksi |
| Leikkaustyyppi | Vesirengasmuotin kasvojen leikkaus- tai säikeismuotti |
| Näytönvaihtaja | Kaksinkertainen työasentoinen hydraulinen seulanvaihdin pysähtymättä tai räätälöitynä |
| Jäähdytystyyppi | Vesijäähdytteinen |
Koneen tiedot näytetään

>> Kalvopuristin/agglomeraattori leikkaa kalvon ja tiivistää sen suurella kitkanopeudella
>> Kalvotiivistys-/agglomeraattorissa on tarkkailuikkuna, jonka avulla asiakkaat voivat avata, puhdistaa ja vaihtaa terät.
>> Kun materiaali on saapunut puristimeen, se murskataan ja tiivistetään, ja nopea pyörivä puristin heittää materiaalin virtausreittiä pitkin yksiruuviekstruuderiin. Puristimessa voidaan luoda korkeampi lämpötila, joka tiivistää muovin pelleteiksi ja


>> Vesirengaspelletointilaite, pelletointinopeutta ohjataan invertterillä, mukaan lukien kuumaleikkausmuotti, kääntökartio, vesirengaskansi, veitsenpidike, veitsilevy, veitsipalkki jne.
>> Pysähtymätön hydraulinen seulanvaihdin, suulakkeen päässä on paineanturi, joka nopeuttaa seulan vaihtoa, ei tarvitse pysäyttää seulan vaihtoa ja seulan vaihto on nopeaa
>> Pelletit leikataan suoraan vesirenkaan suulakkeen päällä, ja pelletit syötetään pystysuoraan vedenpoistokoneeseen veden jäähdyttämisen jälkeen, joten säikeiden rikkoutumisongelmaa ei esiinny;

Ohjausjärjestelmä
■ Syöttö: Hihnakuljettimen toiminta riippuu kalvopuristimen/agglomeraattorin sähkövirrasta. Hihnakuljetin pysähtyy, kun kalvopuristimen/agglomeraattorin sähkövirta ylittää asetetun arvon.
■ Kalvopuristimen/agglomeraattorin lämpötila: Materiaalin kitkan synnyttämän lämpötilan on varmistettava, että materiaali lämpenee, käpristyy, supistuu ja menee ekstruuderiin tasaisesti, ja sillä on tietty vaikutus puristimen moottorin pyörimisnopeuteen.
■ Ruuviekstruuderin nopeutta voidaan säätää (syötetyn materiaalin mukaan)
■ Pelletointinopeutta voidaan säätää (materiaalin tuotoksen ja koon mukaan)






