
IRD žāvētājs PET lokšņu ražošanas līnijai





Infrasarkanā kristalizācijas žāvētājs PET lokšņu izgatavošanai
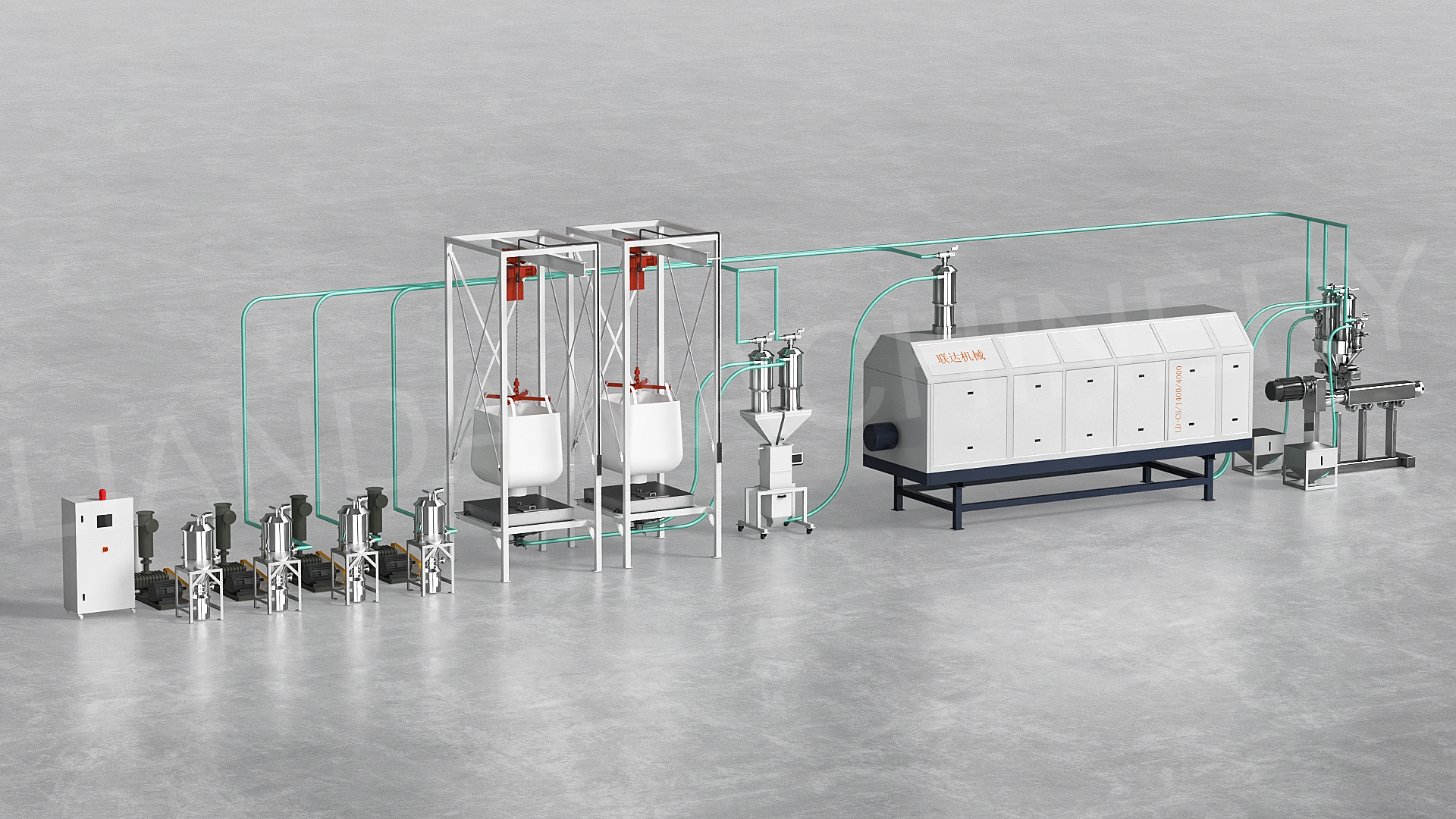
PET lokšņu izgatavošanas risinājumi --- Izejviela: PET Regrind pārslas + Virgin sveķi
Žāvēšana ir vissvarīgākais mainīgais apstrādes procesā.
LIANDA ir cieši sadarbojusies ar sveķu piegādātājiem un pārstrādātājiem, lai izstrādātu iekārtas un procedūras, kas var novērst ar mitrumu saistītas kvalitātes problēmas, vienlaikus ietaupot arī enerģiju.
>> Izmantojiet rotācijas žāvēšanas sistēmu, lai nodrošinātu vienmērīgu žāvēšanu
>> Laba sajaukšanās bez salipšanas vai kunkuļiem žāvēšanas laikā
>> Nav produktu ar atšķirīgu tilpuma blīvumu segregācijas
Enerģijas patēriņš
Šodien LIANDA IRD lietotāji ziņo par enerģijas izmaksām 0,08 kWh/kg apmērā, neupurējot produkta kvalitāti.
>>Pilnīga procesa pārskatāmība, ko nodrošina IRD sistēmas PLC vadības ierīces
>>Lai sasniegtu 50 ppm, pietiek tikai ar IRD 20 minūšu laikā. Žāvēšana un kristalizācija vienā solī.
>>Plaša pielietošana
Kā strādāt

>> Pirmajā solī vienīgais mērķis ir uzsildīt materiālu līdz iepriekš iestatītai temperatūrai.
Izmantojiet relatīvi lēnu cilindra griešanās ātrumu, žāvētāja infrasarkano lampu jauda būs lielāka, tad plastmasas sveķi ātri uzsils, līdz temperatūra paaugstināsies līdz iepriekš iestatītajai temperatūrai.
>> Žāvēšanas un kristalizācijas solis
Kad materiāls sasniedz vēlamo temperatūru, cilindra griešanās ātrums tiks ievērojami palielināts, lai izvairītos no materiāla salipšanas. Vienlaikus infrasarkano lampu jauda tiks atkal palielināta, lai pabeigtu žāvēšanu un kristalizāciju. Pēc tam cilindra griešanās ātrums atkal tiks samazināts. Parasti žāvēšanas un kristalizācijas process tiek pabeigts pēc 15–20 minūtēm. (Precīzs laiks ir atkarīgs no materiāla īpašībām.)
>> Pēc žāvēšanas un kristalizācijas procesa pabeigšanas IR cilindrs automātiski izvadīs materiālu un uzpildīs cilindru nākamajam ciklam.
Automātiskā uzpildīšana, kā arī visi atbilstošie parametri dažādām temperatūras rampām ir pilnībā integrēti modernajā skārienekrāna vadības sistēmā. Kad konkrētam materiālam ir atrasti parametri un temperatūras profili, šos iestatījumus var saglabāt kā receptes vadības sistēmā.

Priekšrocība, ko mēs sniedzam
※Viskozitātes hidrolītiskās degradācijas ierobežošana.
※ Novērst AA līmeņa paaugstināšanos materiālos, kas nonāk saskarē ar pārtiku
※ Ražošanas līnijas jaudas palielināšana līdz 50%
※ Uzlabot un padarīt produkta kvalitāti stabilu — vienāds un atkārtojams materiāla ievades mitruma saturs
→ Samaziniet PET loksnes ražošanas izmaksas: līdz pat 60% mazāks enerģijas patēriņš nekā parastajā žāvēšanas sistēmā
→ Tūlītēja ieslēgšana un ātrāka izslēgšana --- Nav nepieciešama iepriekšēja uzsildīšana
→ Žāvēšana un kristalizācija tiks veikta vienā solī
→Lai uzlabotu PET loksnes stiepes izturību, palieliniet pievienoto vērtību--- Galīgais mitrums var būt ≤50 ppm pēc 20 minūtēmSausa un kristalizētaācija
→ Mašīnu līnija ir aprīkota ar Siemens PLC sistēmu ar vienas atslēgas atmiņas funkciju
→ Aptver nelielu, vienkāršas struktūras platību, to ir viegli lietot un uzturēt
→ Neatkarīga temperatūras un žāvēšanas laika iestatīšana
→ Nav produktu ar atšķirīgu tilpuma blīvumu segregācijas
→ Viegli tīrāms un maināms materiāls
Mašīna darbojas klientu rūpnīcā




Bieži uzdotie jautājumi
J: Kāds ir galīgais mitruma saturs, ko varat iegūt? Vai jums ir kādi ierobežojumi attiecībā uz izejmateriāla sākotnējo mitrumu?
A: Galīgais mitruma līmenis, ko mēs varam iegūt, ir ≤30 ppm (piemēram, PET). Sākotnējais mitrums var būt 6000–15000 ppm.
J: PET loksnes ekstrūzijai mēs izmantojam dubultu paralēlu skrūvju ekstrudēšanu ar vakuuma degazācijas sistēmu, vai mums joprojām būs jāizmanto priekšžāvētājs?
A: Pirms ekstrūzijas iesakām izmantot priekšžāvētāju. Parasti šādai sistēmai ir stingras prasības attiecībā uz PET materiāla sākotnējo mitrumu. Kā zināms, PET ir tāds materiāls, kas var absorbēt mitrumu no atmosfēras, kas pasliktinās ekstrūzijas līnijas darbību. Tāpēc pirms ekstrūzijas sistēmas iesakām izmantot priekšžāvētāju:
>>Viskozitātes hidrolītiskās degradācijas ierobežošana
>>Novērst AA līmeņa paaugstināšanos materiālos, kas nonāk saskarē ar pārtiku
>>Ražošanas līnijas jaudas palielināšana līdz 50%
>> Uzlabot un padarīt produkta kvalitāti stabilu - Vienāds un atkārtojams materiāla ievades mitruma saturs
J: Mēs izmantosim jaunu materiālu, bet mums nav pieredzes šāda materiāla žāvēšanā. Vai varat mums palīdzēt?
A: Mūsu rūpnīcā ir testēšanas centrs. Mūsu testēšanas centrā mēs varam veikt nepārtrauktus vai pārtrauktus eksperimentus ar klienta parauga materiālu. Mūsu aprīkojums ir aprīkots ar visaptverošu automatizācijas un mērīšanas tehnoloģiju.
Mēs varam demonstrēt --- Transportēšanu/iekraušanu, žāvēšanu un kristalizāciju, izkraušanu.
Materiāla žāvēšana un kristalizācija, lai noteiktu atlikušo mitrumu, uzturēšanās laiku, enerģijas patēriņu un materiāla īpašības.
Varam arī demonstrēt veiktspēju, noslēdzot apakšuzņēmuma līgumus par mazākām partijām.
Atbilstoši jūsu materiālu un ražošanas prasībām mēs varam izstrādāt plānu kopā ar jums.
Testu veiks pieredzējis inženieris. Jūsu darbinieki ir laipni aicināti piedalīties mūsu kopīgajos izmēģinājumos. Tādējādi jums ir gan iespēja aktīvi piedalīties, gan arī iespēja klātienē redzēt mūsu produktus darbībā.
J: Kāds ir jūsu IRD piegādes laiks?
A: 40 darba dienas kopš jūsu iemaksas saņemšanas mūsu uzņēmuma kontā.
J: Kā būtu ar jūsu IRD uzstādīšanu?
Pieredzējis inženieris var palīdzēt jums uzstādīt IRD sistēmu jūsu rūpnīcā. Vai arī mēs varam nodrošināt gida pakalpojumus tiešsaistē. Visa iekārta izmanto aviācijas spraudni, kas atvieglo pievienošanu.
J: Kādam nolūkam var pieteikties IRD?
A: To var iepriekš žāvēt
- PET/PLA/TPE lokšņu ekstrūzijas mašīnas līnija
- PET ķīpu siksnu izgatavošanas mašīnu līnija
- PET pamatpartijas kristalizācija un žāvēšana
- PETG lokšņu ekstrūzijas līnija
- PET monofilamentu mašīna, PET monofilamentu ekstrūzijas līnija, PET monofilaments slotai
- PLA/PET plēves ražošanas mašīna
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (pudeļu pārslas, granulas, pārslas), PET pamatmaisījums, CO-PET, PBT, PEEK, PLA, PBAT, PPS u.c.
- Termiskie procesi priekšAtlikušo oligomēru un gaistošo komponentu noņemšana.







