
Filmkomprimeringsgranuleringslinje







Ett-trinns teknologi for PP raffia, vevd materiale og PE/PP-filmavfall
Filmresirkuleringsgranulatoren designet av LIANDA MACHINERY bruker produksjonsmåten knusing, varmsmeltekstrudering, pelletering og tørking, noe som løser problemet:
■ Risikoen ved manuell mating
■ Tvangsmatingskapasiteten er liten
■ Det manuelle forbruket ved delt operasjon av knusing og ekstrudering er stort
■ Partikkelstørrelsen på trådene er ikke ensartet, og trådene brekker lett
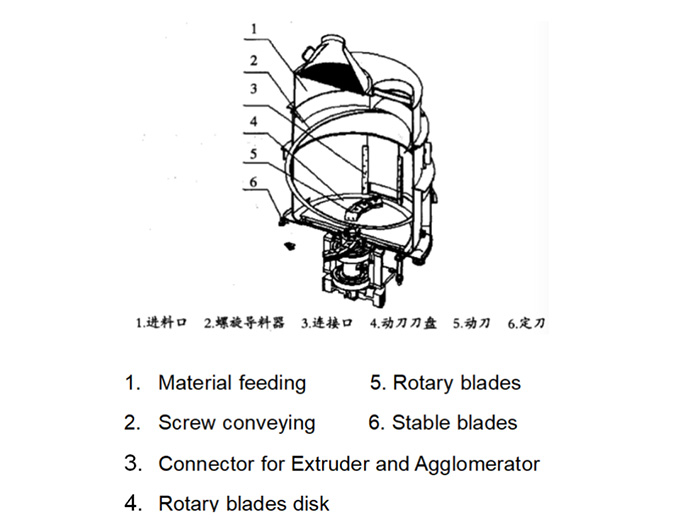
Filmgranuleringsutstyret bruker komprimerings- og knusingsmetoden. Etter at materialet er matet til komprimatoren, knuses det av det nederste kutterhodet, og friksjonen som genereres av høyhastighetskuttingen av kutterhodet genererer varme, slik at materialet varmes opp og krymper for å øke materialets bulktetthet og øke matemengden. Denne prosessmetoden bidrar i stor grad til å øke produksjonskapasiteten.


Maskinspesifikasjoner
| Maskinnavn | Filmkomprimeringsgranuleringslinje |
| Sluttprodukt | Plastpellets/granulat |
| Produksjonslinjekomponenter | Transportbånd, kutterkomprimatorfat, ekstruder, pelleteringsenhet, vannkjøleenhet, tørkeenhet, silotank |
| Søknadsmateriale | HDPE, LDPE, LLDPE, PP, BOPP, CPP, OPP, PA, PC, PS, PU, EPS |
| Fôring | Transportbånd (standard), niprullmater (valgfritt) |
| Skruediameter | 65–180 mm |
| Skrue L/D | 30/1; 32/1; 34/1; 36/1 |
| Utgangsområde | 100–1200 kg/t |
| Skruemateriale | 38CrMoAlA |
| Avgassing | Enkelt- eller dobbeltventilert avgassing, uventilert for ikke-trykt film (tilpasset) To-trinns type (mor-barn-ekstruder) for enda bedre avgassing |
| Skjæretype | Vannringformet skjæring eller trådform |
| Skjermbytter | Hydraulisk skjermveksler med dobbel arbeidsposisjon, non-stop eller tilpasset |
| Kjøletype | Vannkjølt |
Maskindetaljer vist

>> Filmkomprimator/agglomerator kutter og komprimerer filmen med høyhastighetsfriksjon
>> Filmkomprimerings-/agglomeratoren er designet med et observasjonsvindu for å gjøre det lettere for kundene å åpne, rengjøre og bytte bladene
>> Etter at materialet kommer inn i komprimatoren, knuses og komprimeres det, og den høyhastighetsroterende komprimatoren kaster materialet inn i enskrueekstruderen langs strømningsbanen. En høyere temperatur kan opprettes i komprimatoren, noe som komprimerer plasten til pellets og


>> Vannringpelleteringsmaskin, pelleteringshastigheten styres av inverter, inkludert varm skjæredyse, avlederkjegle, vannringdeksel, knivholder, knivskive, knivstang osv.
>> Hydraulisk skjermveksler uten stopp, det er en trykksensor på dysehodet for å be om skjermbytte, ingen grunn til å stoppe for skjermbytte, og rask skjermbytte
>> Pelletsene kuttes direkte på vannringsdysehodet, og pelletsene mates til den vertikale avvanningsmaskinen etter at de er avkjølt med vann. Problemet med trådbrudd vil ikke oppstå.

Kontrollsystem
■ Mating: Om båndtransportøren går eller ikke, avhenger av den elektriske strømmen til filmkomprimatoren/agglomeratoren. Båndtransportøren vil stoppe transporten når den elektriske strømmen til filmkomprimatoren/agglomeratoren er over den innstilte verdien.
■ Temperatur på filmkomprimator/agglomerator: Temperaturen som genereres av friksjonen i materialet må sikre at materialet varmes opp, krølles, trekkes sammen og kommer jevnt inn i ekstruderen, og har en viss betydning for rotasjonshastigheten til komprimatormotoren.
■ Skrueekstruderhastigheten kan justeres (i henhold til situasjonen til det matede materialet)
■ Pelleteringshastigheten kan justeres (i henhold til materialutgang og størrelse)






