
Linie de granulare PET




Uscător de cristalizare cu infraroșu pentru linia de granulare prin extrudare rPET
Pre-uscarea cu infraroșu a fulgilor de sticle din rPET: creșterea producției și îmbunătățirea calității la extruderele PET

Uscarea este cea mai importantă variabilă în procesare.
Îmbunătățirea proprietăților fizice și de fabricație ale PET-ului reciclat, de calitate alimentară, prin intermediul tehnologiei alimentate cu lumină infraroșie joacă un rol crucial în proprietatea de vâscozitate intrinsecă (IV).
>>Precristalizarea și uscarea fulgilor înainte de extrudare ajută la minimizarea pierderii de IV din PET, un factor critic pentru reutilizarea rășinii.
>>Reprocesarea fulgilor în extruder reduce IV-ul datorită hidrolizei în prezența apei și de aceea pre-uscarea la un nivel de uscare omogen cu sistemul nostru IRD poate limita această reducere. În plus,Benzile de PET topite nu se îngălbenesc deoarece timpul de uscare este redus(Timpul de uscare este de doar 15-20 de minute, umiditatea finală poate fi ≤ 30 ppm, consumul de energie mai mic de 80 W/KG/H)
>>Prin urmare, forfecarea în extruder este redusă, deoarece materialul preîncălzit intră în extruder la o temperatură constantă”

>>Îmbunătățirea randamentului extruderului PET
O creștere a densității volumetrice cu 10 până la 20% poate fi obținută în IRD, îmbunătățește substanțial performanța de alimentare la intrarea în extruder - în timp ce viteza extruderului rămâne neschimbată, există o performanță de umplere substanțial îmbunătățită pe șnec.

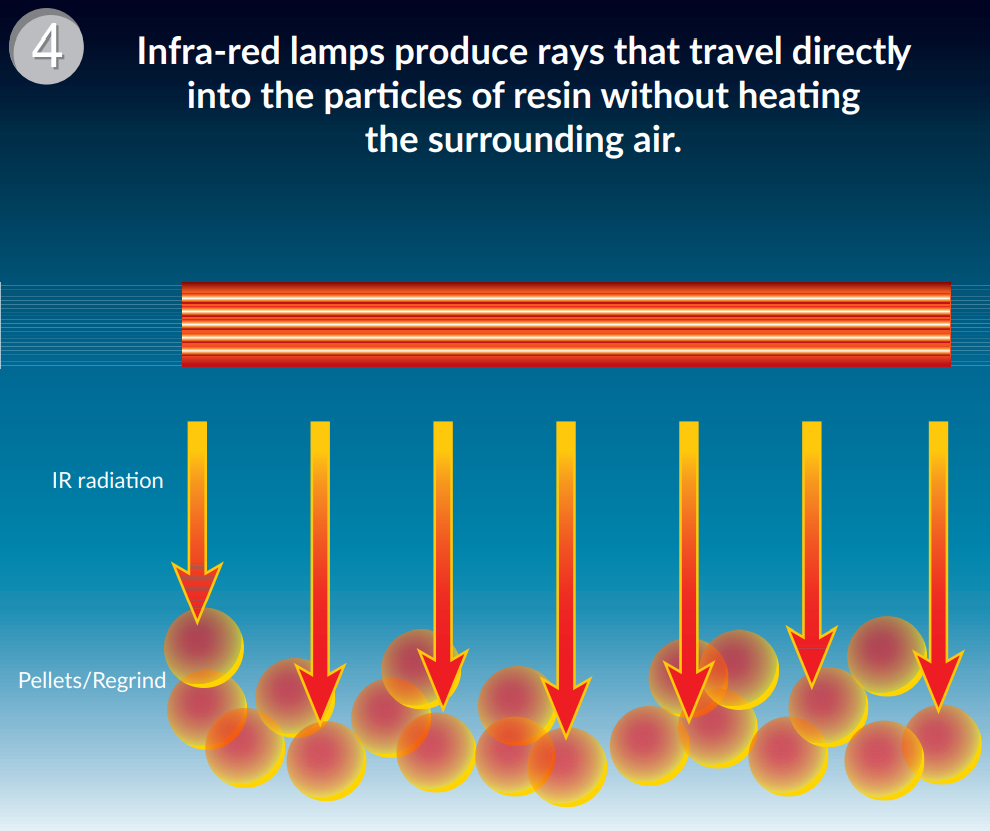
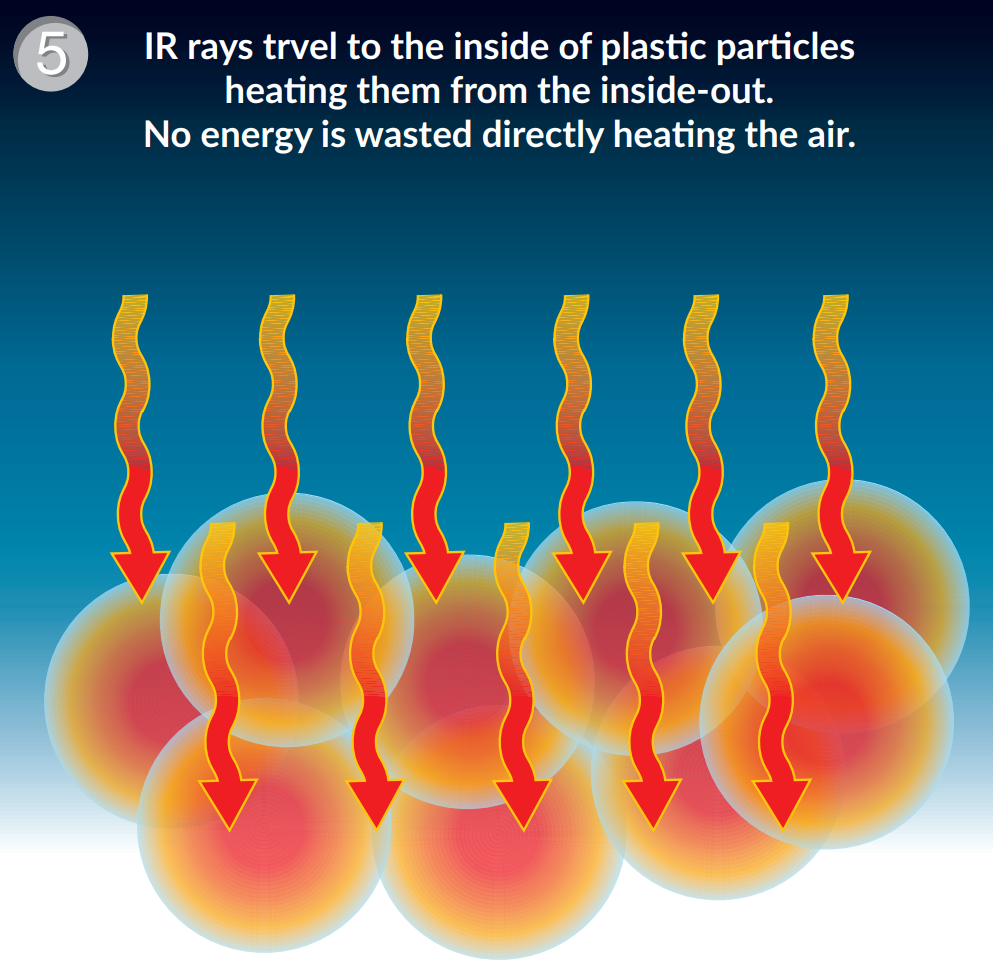
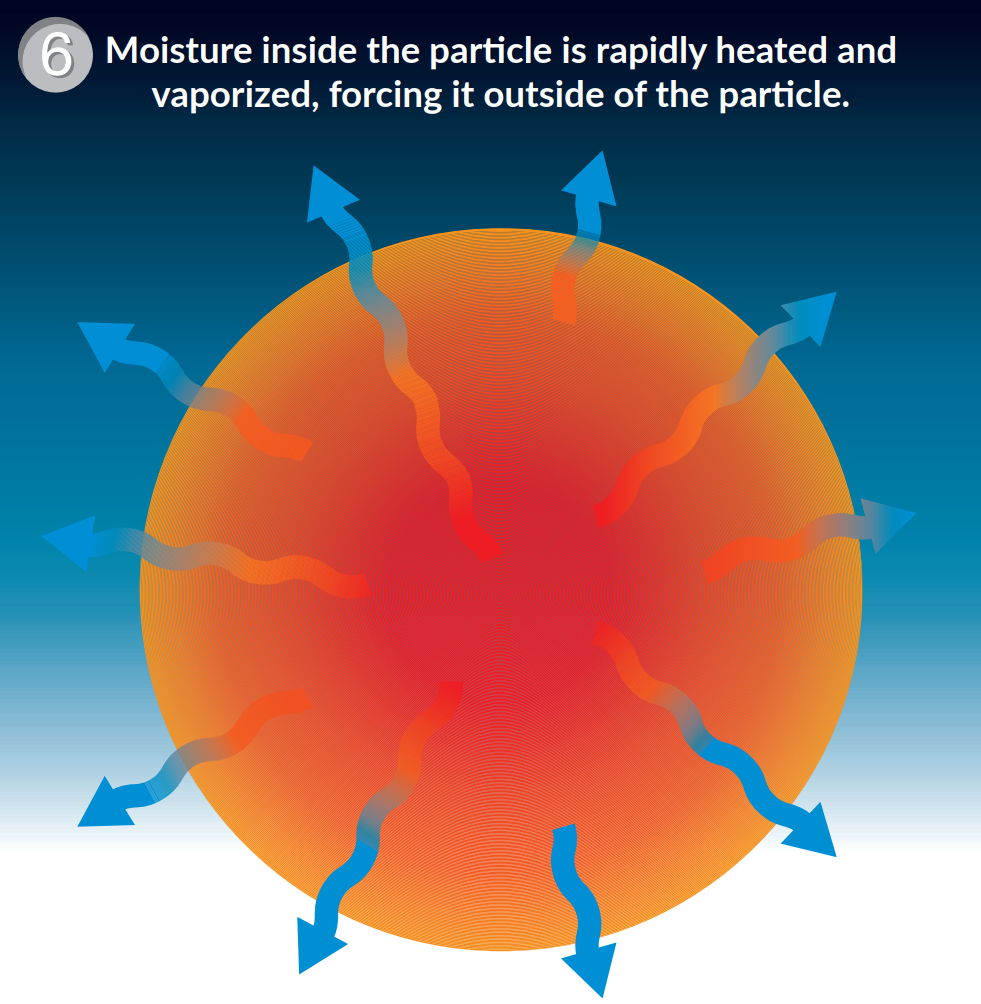
Principiul de funcționare
Avantajul pe care îl creăm
※Limitarea degradării hidrolitice a vâscozității.
※ Prevenirea creșterii nivelurilor de AA pentru materialele care intră în contact cu alimentele
※ Creșterea capacității liniei de producție cu până la 50%
※ Îmbunătățirea și stabilizarea calității produsului -- Conținut de umiditate egal și repetabil al materialului la intrare
→ Reducerea costurilor de fabricație a peletelor PET: Consum de energie cu până la 60% mai mic decât sistemul de uscare convențional
→ Pornire instantanee și oprire mai rapidă --- Nu este nevoie de preîncălzire
→ Uscarea și cristalizarea se vor face într-o singură etapă
→ Linia de mașini este echipată cu un sistem PLC Siemens cu funcție de memorie cu o singură tastă
→ Acoperă o zonă cu o structură mică, simplă și ușor de utilizat și întreținut
→ Setare independentă a temperaturii și timpului de uscare
→ Fără segregare a produselor cu densități volumice diferite
→ Material ușor de curățat și de schimbat
Mașină care funcționează în fabrica clienților




FAQ
Î: Care este umiditatea finală pe care o puteți obține? Aveți vreo limitare privind umiditatea inițială a materiei prime?
R: Umiditatea finală pe care o putem obține este ≤30 ppm (luăm ca exemplu PET). Umiditatea inițială poate fi de 6000-15000 ppm.
Î: Folosim extrudare cu șnec dublu paralel cu sistem de degazare în vid pentru linia de granulare prin extrudare PET, ar trebui să folosim în continuare un pre-uscător?
R: Vă sugerăm să utilizați un pre-uscător înainte de extrudare. De obicei, un astfel de sistem are cerințe stricte privind umiditatea inițială a materialului PET. După cum știm, PET-ul este un tip de material care poate absorbi umezeala din atmosferă, ceea ce va cauza funcționarea defectuoasă a liniei de extrudare. Așadar, vă sugerăm să utilizați un pre-uscător înainte de sistemul dvs. de extrudare:
>>Limitarea degradării hidrolitice a vâscozității
>>Prevenirea creșterii nivelurilor de AA pentru materialele care intră în contact cu alimentele
>>Creșterea capacității liniei de producție cu până la 50%
>>Îmbunătățirea și stabilizarea calității produsului -- Conținut de umiditate egal și repetabil al materialului
Î: Care este timpul de livrare al IRD-ului dumneavoastră?
R: 40 de zile lucrătoare de la primirea depozitului în contul companiei noastre.
Î: Cum rămâne cu instalarea IRD-ului dumneavoastră?
Un inginer experimentat vă poate ajuta să instalați sistemul IRD în fabrica dumneavoastră. Sau vă putem oferi servicii de ghidare online. Întreaga mașină adoptă o priză de aviație, pentru o conectare mai ușoară.
Î: Pentru ce se poate solicita IRD?
R: Poate fi pre-uscat pentru
- Linie de mașini de extrudare a foilor PET/PLA/TPE
- Linie de producție a mașinii de fabricat benzi pentru baloți PET
- Cristalizarea și uscarea masterbatch-ului PET
- Linie de extrudare a foilor de PETG
- Mașină de monofilament PET, linie de extrudare monofilament PET, monofilament PET pentru mături
- Mașină de fabricat folie PLA/PET
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (fulgi de sticle, granule, fulgi), masterbatch PET, CO-PET, PBT, PEEK, PLA, PBAT, PPS etc.
- Procese termice pentruîndepărtarea oligomerenilor reziduali și a componentelor volatile.
Produse imobiliare
-

Dezumidificator desicant din plastic
-

Uscător de cristale cu infraroșu pentru granulare PET
-

Uscător de cristalizare cu infraroșu pentru fabricarea preformelor PET
-

Uscător PETG
-

Uscător cu cristalizator PLA
-

Linie de extrudare a foilor de termoformare PLA PET
-

Linie de producție a curelelor din plastic PET
-

Uscător de rășină plastică