
Kikaushio cha fuwele cha infrared cha R-PET Pelletizing/ Laini ya Kuzidisha


Ukaushaji wa awali wa Infrared wa PET Flakes: Kuongeza Pato na Kuboresha Ubora kwenye PET Extruders
>>Kuchakata tena flakes kwenye extruder hupunguza IV kutokana na hidrolisisi i kuwepo kwa maji,na ndiyo sababu kukausha mapema hadi kiwango cha kukaushia cha homogeneous na Mfumo wetu wa IRD kunaweza kupunguza upunguzaji huu. Kwa kuongeza, resin haina manjano kwa sababu wakati wa kukausha umepunguzwa (Wakati wa kukausha unahitaji tu 15-20mins, unyevu wa mwisho unaweza kuwa≤ 50ppm, matumizi ya nishati chini ya 80W/KG/H), na kukata manyoya kwenye extruder pia hupunguzwa kwa sababu nyenzo zilizopashwa moto huingia kwenye bomba kwa joto la kawaida.
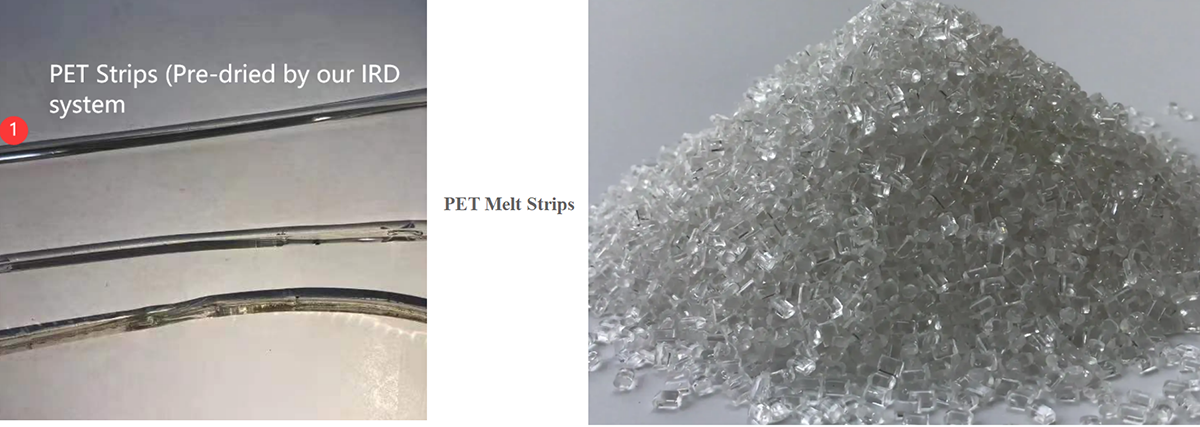
>>Katika hatua ya kwanza, PET regrind huangaziwa na kukaushwa ndani ya IRD ndani ya kipindi cha takribani dakika 15. Mchakato huu wa ukaushaji fuwele na ukaushaji hupatikana kwa utaratibu wa kuongeza joto moja kwa moja kwa kutumia mionzi ya Infrared, kufikia joto la nyenzo la 170˚C. Tofauti na mifumo ya polepole ya hewa ya moto, pembejeo ya nishati ya haraka na ya moja kwa moja inawezesha usawa kamili wa maadili ya unyevu wa pembejeo ya kudumu - mfumo wa udhibiti wa mionzi ya IR inaruhusu kukabiliana na hali ya mchakato uliobadilishwa ndani ya sekunde. Kwa njia hii, thamani za kati ya 5,000 na 8,000 ppm hupunguzwa sawasawa ndani ya IRD hadi kiwango cha unyevu cha takriban 30-50ppm.
>>Kama athari ya pili ya mchakato wa fuwele katika IRD, wiani wa wingi wa nyenzo za ardhi huongezeka;hasa katika flakes nyepesi sana. Athari hii ya pili inavutia sana dhidi ya usuli kwamba mwelekeo wa chupa zenye kuta nyembamba huzuia nyenzo za kuchakata kufikia msongamano mkubwa wa > 0.3 kg/dm³. Ongezeko la msongamano wa wingi kwa 10 hadi 20% linaweza kufikiwa katika IRD, ambayo inaonekana kuwa ndogo mara ya kwanza, lakini inaboresha utendaji wa mlisho kwenye ingizo la extruder kwa kiasi kikubwa - wakati kasi ya extruder inabakia bila kubadilika, kuna utendakazi ulioboreshwa sana wa kujaza kwenye skrubu.

Muda wa kutuma: Apr-07-2023