
פּעט פלאַק/שרעק דעהומידיפיער קריסטאַליזער





אַפּליקאַציע מוסטער
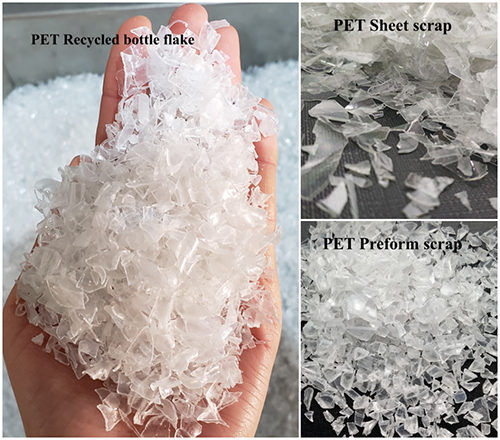
| רוי מאַטעריאַל | PET ריסייקלט פלאַק / PET בויגן אָפּפאַל / PET פּרעפאָרם אָפּפאַל |
|
| ניצן מאַשין | LDHW-600*1000 |  |
| טריקעניש און קריסטאַליזירטע טעמפּעראַטור שטעלן | 180-200 ℃ קען זיין אַדזשאַסטאַבאַל דורך פאַרמאָג פון רוי מאַטעריאַל | |
| קריסטאַליזירטע צייט סעט | 20 מינוט | |
| לעצט מאַטעריאַל | קריסטאַליזירטע און געטריקנטע PET סקראַפּס אוןדי לעצטע נעץ קען זיין בערך 30 ppm | 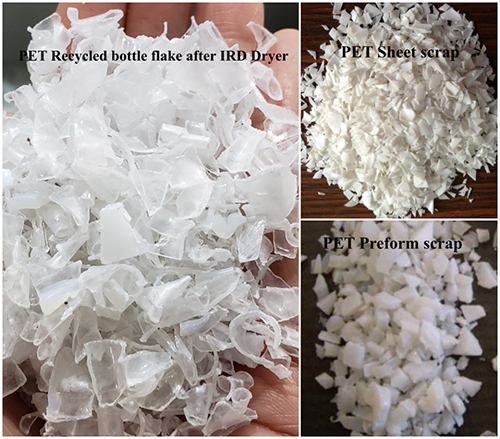 |
ווי אזוי צו ארבעטן
פיטער/לאודן
טרוקן און קריסטאַליזאַציע פּראַסעסינג
אויסלאָדן
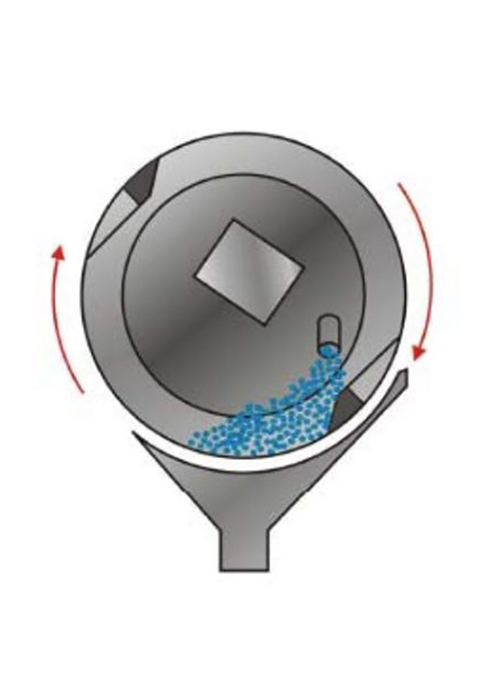
>>אין ערשטן שריט, איז די איינציקע ציל צו אויפהייצן דעם מאַטעריאַל צו אַ פאָרגעשטעלטע טעמפּעראַטור.
אדאפטירט א רעלאטיוו לאנגזאמע ראטאציע פון די טרומל, די אינפרארעד לאמפן'ס מאכט פון די טריקענער וועט זיין אויף א העכערן לעוועל, און דערנאך וועלן די PET פּעלעטס האבן א שנעלע היץ ביז די טעמפעראטור הייבט זיך צו די פארגעשטעלטע טעמפעראטור.
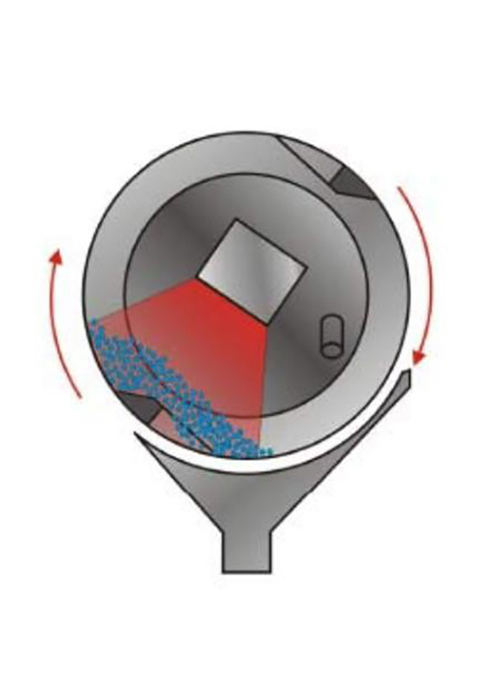
>> טריקעניש און קריסטאַלייזינג שריט
אזוי שנעל ווי דער מאטעריאל דערגרייכט די טעמפעראטור, וועט די גיכקייט פון דער טרומל ווערן פארגרעסערט צו א פיל העכערע דריי-גיכקייט כדי צו פארמיידן דעם מאטעריאל זיך צוזאמענצוקלעבן. אין דער זעלבער צייט, וועט די מאכט פון די אינפרארויט לאמפן ווידער פארגרעסערט ווערן כדי צו ענדיגן דאס טריקענען. דערנאך וועט די דריי-גיכקייט פון דער טרומל ווידער פארלאנגזאמט ווערן. נארמאל וועט דער טריקעניש פראצעס זיין פארטיג נאך 15-20 מינוט. (די גענויע צייט ווענדט זיך אין די אייגנשאפטן פון מאטעריאל)
>>נאך דעם ווי מען ענדיגט די טריקעניש פראצעסירונג, וועט די IR טרומל אויטאמאטיש ארויסלאזן דאס מאטעריאל און נאכפילן די טרומל פארן נעקסטן ציקל.
די אויטאָמאַטישע ווידער-אויפפילן, ווי אויך אַלע באַטייַטיקע פּאַראַמעטערס פֿאַר די פֿאַרשידענע טעמפּעראַטור ראַמפּעס, איז גאָר אינטעגרירט אין דער מאָדערנער ריר-סקרין קאָנטראָל. אַמאָל פּאַראַמעטערס און טעמפּעראַטור פּראָפֿילן ווערן געפֿונען פֿאַר אַ ספּעציפֿישן מאַטעריאַל, קענען די סעטטינגס ווערן געראַטעוועט ווי רעצעפּטן אין דער קאָנטראָל סיסטעם.
אונדזער מייַלע
נאָרמאַלערווייַז די PET פלאַש פלאַקעס אָדער בויגן רעשטלעך מיט אַן אָנהייבנדיקן נעץ מדרגה פון ביז 10000-13000 ppm. די PET פלאַש פלאַקעס אָדער בויגן רעשטלעך (ווירדזשין אָדער געמישט) וועלן ווערן ריקריסטאַליזירט אין אַן אינפֿראַרויט קריסטאַל טריקענער אין 20 מינוט, די טריקעניש טעמפּעראַטור וועט זיין 150-180 ℃ און געטריקנט צו 50-70 ppm, און דערנאָך געפֿיטערט צו אַן איינציק-שרויף עקסטרודינג סיסטעם פֿאַר ווייטערדיקע פּראַסעסינג.
● באַגרענעצן די הידראָליטישע דעגראַדאַציע פון דער וויסקאָסיטי.
● פאַרהיטן העכערע AA לעוועלס פֿאַר מאַטעריאַלן מיט עסן קאָנטאַקט
● פארגרעסערן די קאַפּאַציטעט פון דער פּראָדוקציע ליניע ביז 50%
● פֿאַרבעסערונג און מאַכן די פּראָדוקט קוואַליטעט סטאַביל -- גלייַך און ריפּיטאַבאַל אַרייַנשרייַב נעץ אינהאַלט פון די מאַטעריאַל
● ביז 60% ווייניקער ענערגיע פארברויך ווי א קאנווענציאנעלע טריקעניש סיסטעם
● קיין סעגרעגאציע פון פּראָדוקטן מיט פאַרשידענע מאַסע געדיכטקייטן
● אומאָפּהענגיקע טעמפּעראַטור און טריקעניש צייט באַשטעטיקט
● גרינג צו רייניקן און טוישן מאַטעריאַל
● שנעלע אָנהייב און שנעלערע אויסלעשונג
● איינהייטלעכע קריסטאַליזאַציע
● קיין פּעלעטס קלאַמפּן זיך נישט און קליבן זיך נישט
● קערפֿול מאַטעריאַל באַהאַנדלונג
פאַרגלייַך טאַבעלע
| אייטעם | IRD טריקענער | קאַנווענשאַנאַל טריקענער |
| טראַנספער מיטל | קיין איינס | הייסע לופט |
| היץ איבערפירן | ביידע אינעווייניקסטע און אויסווייניקסטע פּאַרטיקלען צוזאַמען. | פון דרויסן צו אינעווייניק טיילכל ביסלעכווייַז. |
| ענערגיע | שפּאָרט לפּחות 20~50% ענערגיע קאַמפּערד צו טראַדיציאָנעלן טרוקענער. | פארברויכן אסאך ענערגיע. |
| פּראָצעס צייט | 1. קריסטאַליזאַציע און טריקעניש: זיי ווערן פּראַסעסט סיימאַלטייניאַסלי אין וועגן 8~15 מינוט. 2. טריקענען און קריסטאַליזירן אין איין מאָל | 1. קריסטאַליזאַציע: וועגן 30~60 מינוט. 2. טריקענען: בערך 4~6 שעה. |
| נעץ אינהאַלט | 1. אונטער 50-70 פּיפּיעם נאָך IRD פּראַסעסט. | 1. פארברענגט 30~60 מינוט צו ערשט טוישן אמורפֿע פּעט צו קריסטאַליזירטע פּעט. 2. אונטער 200PPM נאך בערך 4 שעה דעהומידיפיער פראסעסט. 3. אונטער 50 פּיפּיעם נאָך מער ווי 6 שעה דעהומידיפייער פּראַסעסט. |
| פירן צייט | 20 מינוט | מער ווי 6 שעה. |
| מאַטעריאַל וועקסל | 1. גרינג און שנעלער. 2. עס איז נאָר 1~1.5 מאָל די קאַפּאַציטעט פון מאַטעריאַל שעהלעך קאַנסאַמשאַן אין די באַפער כאַפּער. | 1. שווער און שטייטלעך. 2. עס איז דא 5~7 מאל די קאַפּאַציטעט פון מאַטעריאַל שעהלעך קאַנסאַמשאַן אין די קריסטאַלייזער און כאַפּער. |
| אָפּעראַציע | פּשוט --- דורך סימענס פּלק קאָנטראָל
| עס איז שווער ווייל מען מוז אריינלייגן אביסל קריסטאליזירטן פּעט אין דעם קריסטאליזירער ווען מען הייבט אן ארבעטן. |
| וישאַלט | 1. פּשוט. 2. נידעריקערע וישאַלט קאָסטן. | 1. שווער. 2. העכערע אויפהאלטונג קאסטן. |
מאַשין פאָטאָס

מאַטעריאַל־פֿרײַ טעסטינג
אַן ערפאַרענער אינזשעניר וועט דורכפירן דעם טעסט. אייערע ארבייטער זענען האַרציק איינגעלאַדן צו אָנטייל נעמען אין אונדזערע געמיינזאַמע פּראָבעס. אַזוי האָט איר ביידע די מעגלעכקייט צו אַקטיוו ביישטייערן און די געלעגנהייט צו טאַקע זען אונדזערע פּראָדוקטן אין אָפּעראַציע.

מאַשין אינסטאַלאַציע
>> צושטעלן אַן עקספּעריענסד אינזשעניר צו אייער פאַבריק צו העלפן מיט די אינסטאַלאַציע און מאַטעריאַל פּרובירן
>> אדאפטירט אן עלעקטרישע פלאג, נישט נויטיג צו פארבינדן דעם עלעקטרישן דראט בשעת דער קונה באקומט די מאשין אין זיין פאבריק. צו פארפּשוטערן דעם אינסטאלירונג שריט.
>> צושטעלן די אָפּעראַציע ווידעא פֿאַר ינסטאַלירונג און לויפֿן גייד
>>שטיצע אָנליין סערוויס






